

切削加工品「設計のヒント」
【第2回】 旋盤加工でできること
2021-05-06
■旋盤加工とは?

旋盤加工では把握した円筒形状の素材を回転させて削っていきます(右奥が刃物台)
「切削加工」といえば、回転している工具が動きながら固定された材料を削っていくというイメージが強いかもしれませんが、旋盤加工はその逆です。旋盤は円筒形状の素材(丸棒)を回転させ、そこに工具(バイト)をあてて切削します。
そのため加工後の製品は円筒や円錐形状となり、直径方向の中心から見て、すべて対称となるのが特徴です。
工具を取りつけている台(刃物台)を、ハンドルを回しながら手動で移動させるものを「汎用旋盤」、プログラムによって自動制御するものを「NC(CNC)旋盤」と呼びます。
汎用旋盤を町工場のニュース映像で見たり、学校の授業などで実際に触れたことがあるという方も多くいらっしゃるのではないかと思います。
■NC旋盤でできる加工
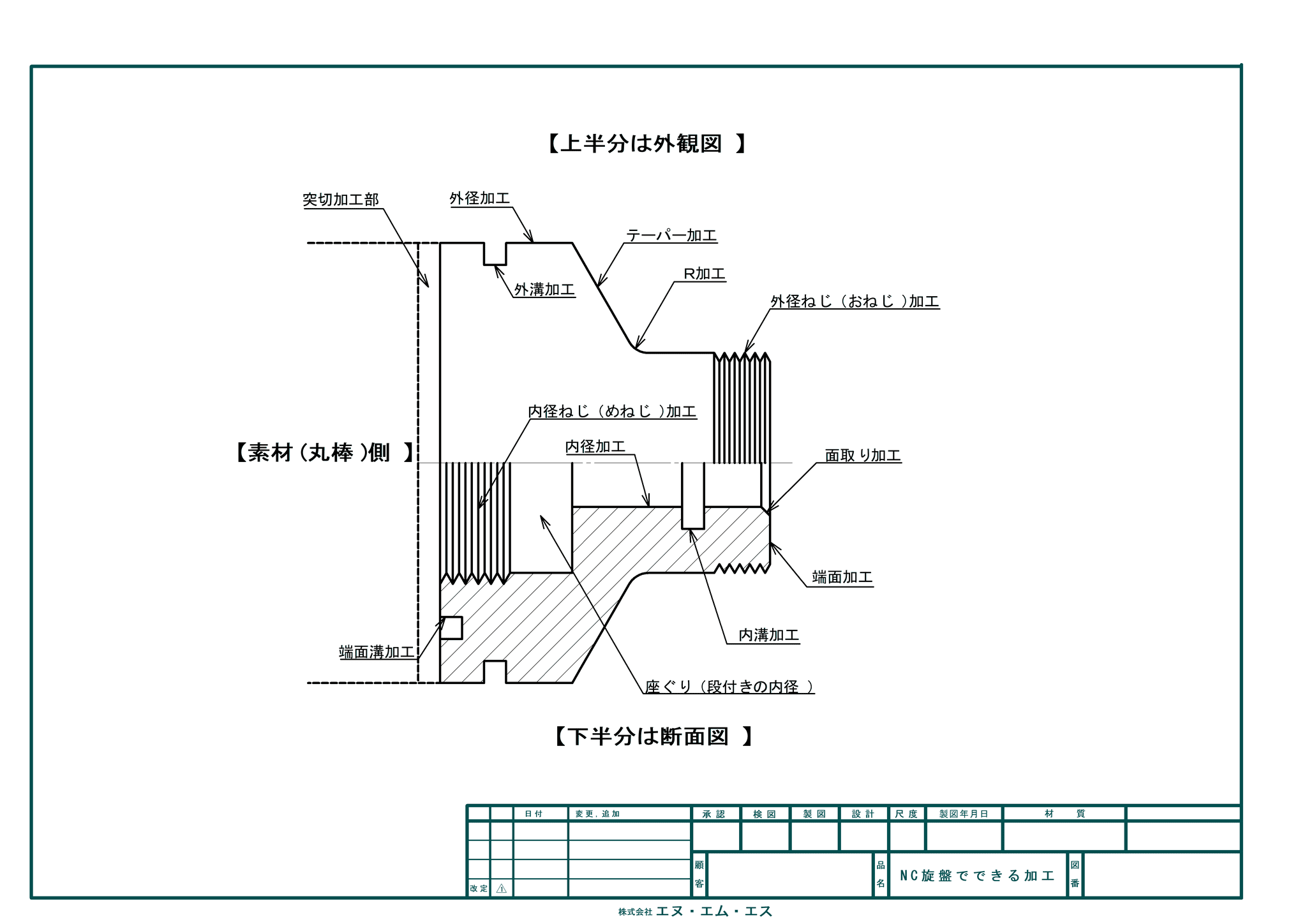
NC旋盤でできる加工(クリックで拡大します)
NC旋盤では「①外径切削/②内径切削/③端面切削/④ねじ切り加工/⑤溝入れ加工/⑥穴あけ/⑦突切加工/⑧ローレット加工」などが可能です。
① 外径切削
外径バイトを用いて製品の外側を円筒状に加工します。「外径」とは直径方向の外側を指す言葉です。
② 内径切削
ボーリング加工ともいい、内径バイトでストレート穴や座ぐり(段付きの穴)加工を行います。
内径バイトを使う場合は、ドリルで下穴をあける工程が前もって必要です。
③ 端面切削
外側端面の仕上げは、外径バイトで行います。また座ぐり奥の壁に関しては、内径バイトで仕上げることが一般的です。
④ ねじ切り加工
ねじ規格ごと、外径ねじ(おねじ)と内径ねじ(めねじ)それぞれに加工用のバイトがあります。
ねじ切りバイトが入らないような小径の内径ねじは、「タップ」と呼ばれる工具で加工します。ねじは相手部品との接続に用いられるため、勘合(はめあい)に注意して加工します。
⑤ 溝入れ加工
Oリングを装着するための溝などに広く用いられており、溝入れする場所よって、外径溝(外溝)・内径溝(内溝)・端面溝に分かれます。
溝入れバイトを交換すれば、凹形以外にU形やV形の溝加工も可能です。
⑥ 穴あけ
おもにドリルを使用します。内径加工前の下穴として穴あけを行うケースが多いです。
内径バイトが入らない小径穴などは、ドリルで穴の仕上げを行うこともあり、これを「キリ仕上げ」と呼ぶことがあります。
旋盤加工ではドリルそのものは回転していないため、直径方向の中心(真ん中)にしか穴あけはできないので注意してください。
⑦ 突切(つっきり)加工
外径側から中心に向かって刃物を入れることで、各工程が完了した製品を素材(丸棒)から切り離します。
切断面の仕上がり状態は素材の材質により変わります。また切断面の中心に穴がない製品の場合は、ヘソ状のバリが発生するため、バリを除去する工程が別途必要となります。
⑧ ローレット加工
ローレットとは、手回しする必要があるねじ部品やダイヤル部品など、すべり止めの目的で外径に細かく切られた溝のことをいいます。NC旋盤では専用工具を使用してローレット加工を行います。
⑨ 最後に
NC旋盤ではプログラムで工具の動きを制御しているため、①~⑧以外に「テーパ(斜め)加工」や「R加工」なども可能です。
「NC旋盤でできる加工」を図示した画像が右上にありますので、本文とあわせてご覧ください。
~【第3回】へ続きます~
