

切削加工品「設計のヒント」
【第3回】 マシニング加工でできること
2021-07-15
■マシニングセンターとは?

(左上)マシニングセンター(左下)ツールマガジンとNC操作盤(右)フライス盤
マシニングセンター(MC)とは、古くから利用されていたフライス盤を、数値制御装置によって工具交換を可能にすることで省力化したNC工作機械です。
フライス加工やマシニング加工では、主軸で回転させた工具を、固定した材料にあてながら削っていきます(これを「ミーリング」や「ミーリング加工」と呼ぶ場合もあります)。
マシニングセンター最大の特徴は自動工具交換機能(ATC)有し、加工に必要なすべての工具をツールマガジンと呼ばれる収納場所へあらかじめセットします。加工内容ごとにこれらの工具をプログラム内で呼び出していきながら、材料にさまざまな加工を施していきます。
■マシニングセンター(MC)でできる加工
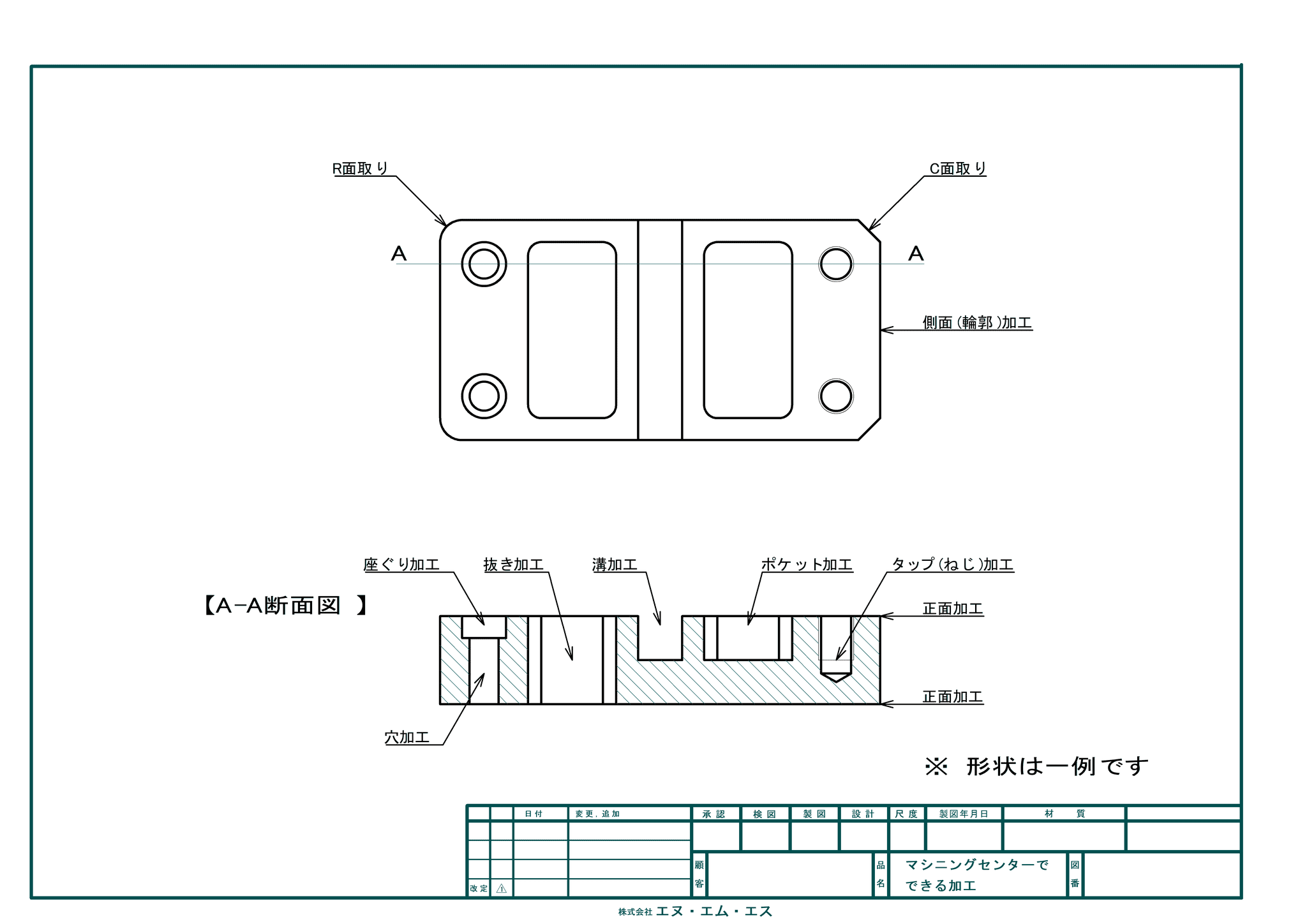
マシニングセンターでできる加工(クリックで拡大します)
マシニングセンターでは「①正面加工/②側面(輪郭)加工/③穴あけ/④タップ(ねじ)加工/⑤座ぐり加工/⑥ポケット加工・抜き加工/⑦溝加工/⑧面取り」などが可能です。
① 正面加工
エンドミルの底刃を利用し、材料の上面を切削します。切削面積が広い場合には、加工時間短縮のために「フルバック」と呼ばれる特殊な工具を用いて加工することもあります。
② 側面(輪郭)加工
エンドミルの側面刃を利用して、輪郭加工を行います。マシニングセンターでの工具の動きはNCで制御されているため、直線だけでなく曲線にも対応できます。
③ 穴あけ
ドリルで貫通穴や止まり穴、タップ(ねじ)の下穴を加工します。ドリルで止まり穴をあけると穴底はV字形状になりますが、ドリルで荒加工を行った後エンドミルで仕上げると穴底をフラットな面にすることもできます。
④ タップ(ねじ)加工
「タップ」と呼ばれる専用工具を用いてめねじを加工します。他のパーツをねじ止めで固定したい時に有効です。注意点としては樹脂素材にタップ(ねじ)加工を施す場合、アルミや金属素材と比べて強度的に劣るところです。対策としてヘリサートやエンザートを挿入し、ねじを補強することも可能です。
⑤ 座ぐり加工
製品からキャップボルトや皿ねじなどの頭が飛び出さないようにする目的で、穴の入口を広げる加工です。ねじサイズにより規格が異なるため、それらを考慮しながら座ぐり寸法を決めていきます。
⑥ ポケット加工・抜き加工
エンドミルなどを利用し、囲まれた範囲を指定の深さまで掘りこむ加工です。ポケット四隅には使用するエンドミルの半径分のコーナーRがつくことに注目してください。ポケットの深さを製品の厚み以上にすると窓があいた状態となり、これを抜き加工といいます。
⑦ 溝加工
エンドミルを用いてさまざまな形の溝を掘ることが可能です。溝底の形はエンドミルの先端形状を変えることでV字やU字にすることもできます。
⑧ 面取り
図面に指定がない場合でも、角部(エッジ)については面取り処理を行うのが一般的です。面取りには「C面取り」と「R面取り」があります。
製品の形状により、すべてのエッジを機械で面取りできるというわけではないため、手作業で一個ずつ面取りを行い仕上げていく場合もあります。
⑨ 最後に
簡単にまとめると、マシニングセンターは回転する主軸に工具をセットし、加工内容によって工具交換しながら加工を進めていくNC工作機械です。
「マシニングセンターでできる加工」を図示した画像が右上にありますので、本文とあわせてご覧ください。
~【第4回】へ続きます~
